The global oral care market is undergoing a seismic shift. Driven by increasing consumer awareness regarding dental hygiene and the rise of specialized formulations (alcohol-free, probiotic-infused, and whitening mouthwashes), the demand for high-precision, CE Certified mouthwash filling, capping, and labeling lines has reached an all-time high. As a premier supplier, we understand that "filling" is no longer just about volume—it is about sterility, chemical compatibility, and Overall Equipment Effectiveness (OEE).
By 2028, the oral hygiene market is projected to surpass $60 billion. This growth is predominantly fueled by the Asia-Pacific and North American regions. For manufacturers, this means scaling production while adhering to stringent FDA and EU GMP standards. Our integrated machinery solutions are designed to bridge the gap between artisanal production and industrial-scale automation, ensuring that every bottle—from 50ml travel sizes to 1L family packs—is filled with 99.9% accuracy.
Compliance is the cornerstone of our engineering philosophy. Our machines are built using AISI 316L stainless steel for all liquid-contact parts, preventing corrosion from active ingredients like ethanol or essential oils. The CE Certification is not just a label; it represents our commitment to safety, electromagnetic compatibility, and mechanical integrity. Our technical roadmap integrates Industry 4.0 principles, featuring PLC control systems with remote diagnostic capabilities.
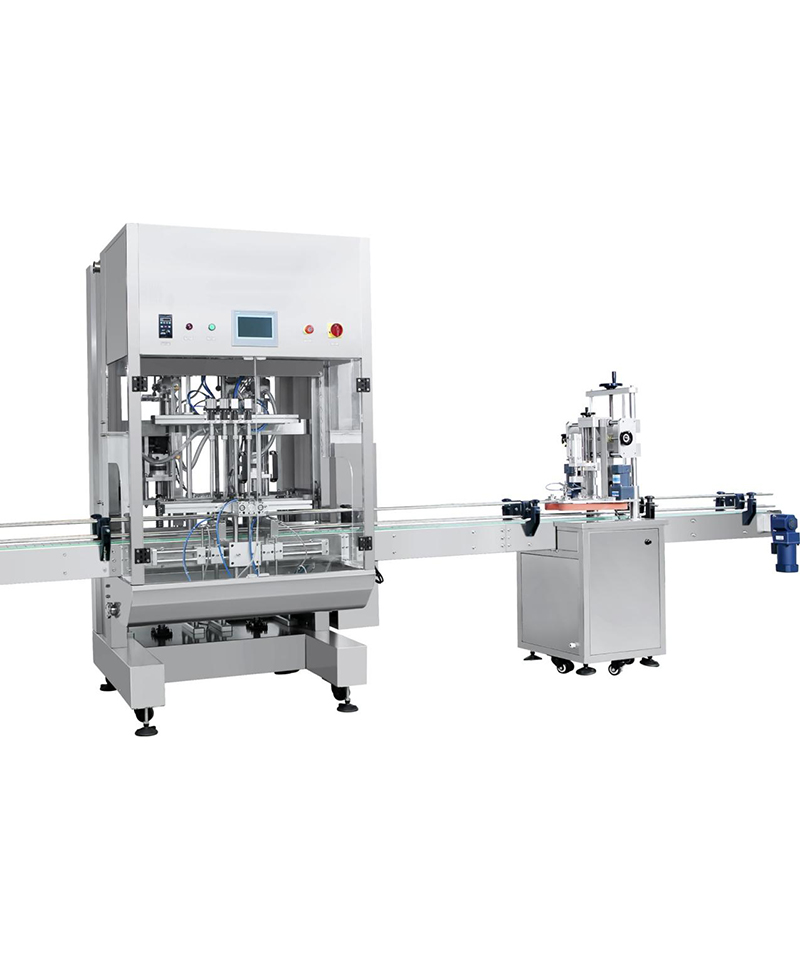
Utilizing high-accuracy piston pumps or flow-meter technology to handle various liquid viscosities without foaming or dripping.
Servo-driven capping heads ensure precise torque control, preventing damage to plastic caps while ensuring a leak-proof seal.
Cold-glue or self-adhesive labeling modules with vision inspection systems to verify placement accuracy and barcode readability.
Automated Clean-in-Place (CIP) protocols to ensure cross-contamination is eliminated between production batches.
Years of Engineering Excellence
Global Distribution Partners
Customized Projects Annually
CE & ISO Compliance Rate
Sqm Manufacturing Facility
Professional Engineer Design: Bespoke layouts for restricted factory spaces.
Stable Quality Assurance: Every machine undergoes a rigorous FAT (Factory Acceptance Test).
Worldwide After-sale Service: On-site installation assistance and 24/7 digital support.
Effective Performance: High OEE ratings with minimal downtime for maintenance.
Applications requiring Grade A environment compatibility and full batch traceability for medicated mouthwashes.
High-speed lines for daily chemical brands focusing on aesthetic packaging and rapid format changeovers.
Semi-automatic and modular solutions for growing businesses in Nigeria, Algeria, and Southeast Asia.
We provide Localization Support through our offices in Hongkong, Guangzhou, and regional technicians in the UK, USA, and Dubai. This ensures that your machinery complies with local electrical standards (UL, CSA, or CE) and language requirements for HMI interfaces.
Patent Certificate / CE Certificate / ISO9001 / Stainless Steel 316L Certificate




As we look toward the next decade, our Technical Roadmap is focused on three pillars: Sustainability, Intelligence, and Flexibility.

Big News: 8 Full Containers of Customized Mixers Shipped to Nigeria.

Innovation: Launch of the new 5L Lab Vacuum Emulsifying Mixer for R&D.

Quality Assurance: Rigorous Shipment Processes ensure equipment arrives in perfect condition.















